

 Posted on
Posted on

When it comes to long term-temperature monitoring or short-term temperature studies, there are a lot of terms that can be thrown around. This series of blog posts is meant to shed some light on these different terms and break down their meanings.
Why is it important to carry out a temperature qualification study?
A temperature qualification study is performed on equipment used for temperature-critical applications, such as fridges, freezers, incubators, and cold rooms. A qualification study is a key process before goods can be stored. By qualifying and certifying your equipment you ensure that during normal operating conditions it is always capable of maintaining the predetermined acceptance criteria. Additionally, the test and certification allow for a better understanding of the performance of both the equipment and the enclosed area. MadgeTech can assist you with this should you need help.
“If you can touch it, you can qualify it.”
According to the World Health Organization (WHO), qualification “…is an inspection and testing process used to establish that a piece of equipment or a physical installation is fit for purpose in the operational context within which it will be used”. For example, if a new fridge is being installed to store vaccines, the qualification will certify that the entire fridge can fulfill its purpose of consistently maintaining the required temperature between 2 °C and 8 °C.
There are six steps, often represented in the shape of a V, to qualify an asset such as a refrigerator, warehouse, or truck.
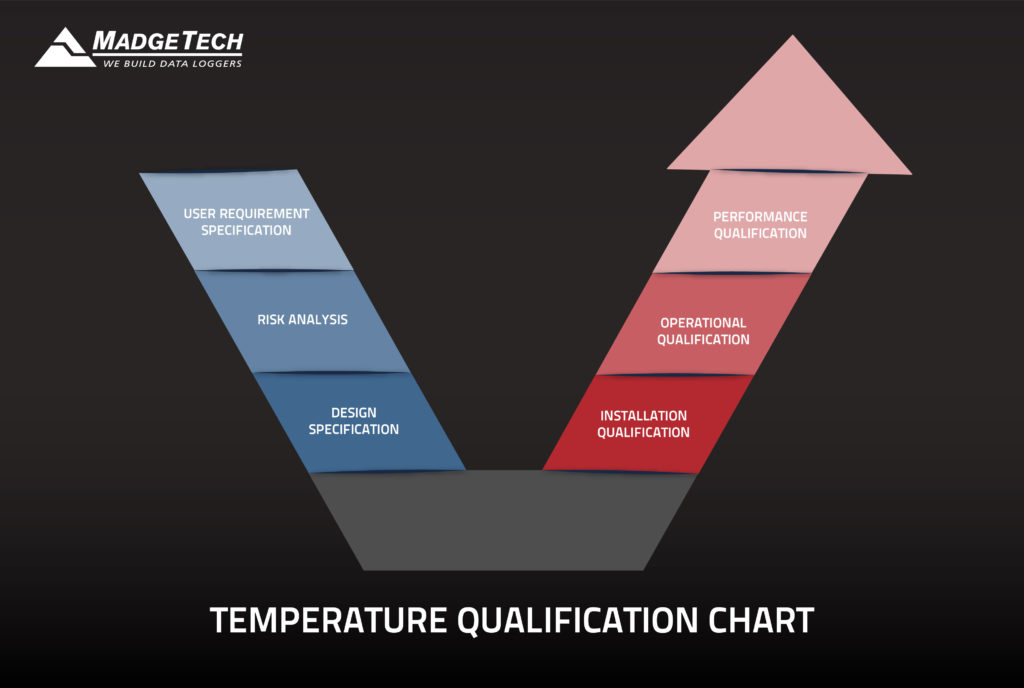
User Requirement Specification (URS): As the name implies, this step is simply creating a list of the requirements for the asset. For the example of the new vaccine refrigerator, the user requirement may be as simple as it needs to maintain a temperature between 2°C and 8°C. Depending on the application, the user requirements may get more specific in terms of sizing or other variables.
Risk Analysis: Identifying potential risks within an asset can help us understand everything that could go wrong. Risks are evaluated and ordered in respect to probability, severity, and detectability. In terms of the vaccine refrigerator, risks that could affect stored vaccines include door openings, power outages, and external influences.
Design Specification/Qualification: This is simply the specifications for the asset/equipment under review. This document includes fundamental information such as product/process description, technical elements, and requirements that affect performance. Examples of vaccine refrigerator specifications include the manufacturer, model, size, etc.
Installation Qualification (IQ): Following the manufacturer’s specifications, IQ verifies that new or modified equipment has been correctly installed and set up according to the manufacturer’s instructions. The Food and Drug Administration (FDA) states that the overall goal of IQ is to ensure that a “system has the necessary prerequisite conditions to function as expected.”
Operation Qualification (OQ): Does the vaccine refrigerator maintain the specified temperature required by the user and within the manufacturer-specified operating ranges? That is just one of the elements that should be tested during OQ to ensure proper consistency and functionality before it is put into service.
Performance Qualification (PQ): Now that the vaccine refrigerator has been tested, it is time to test whether the regulations work in real operation. Operating at full capacity and under normal conditions, PQ demonstrates the actual performance of the refrigerator. This allows the user to evaluate if the unit functions consistently and meets predetermined specifications each time.
How is a mapping study different from a qualification study?
Mapping and qualification are not the same thing, but a mapping study is often a part of a qualification. Both are required to ensure that the device or equipment is compliant and in good working order. However, whereas mapping solely focuses on analyzing the uniformity of the distribution of temperature, a qualification procedure extends beyond this. Within a qualification procedure, all relevant equipment is verified and tested so that it can be ensured that everything is installed and operated correctly. In our next post, we will discuss mapping in more detail, in the meantime feel free to contact us with any questions.
